Factors Affecting Dimensions of Aluminum Formwork Profiles in Extrusion and Solution
Factors Affecting Dimensions of Aluminum Formwork Profiles in Extrusion and Solution
Overview
With the rapid development of the aluminum processing industry, the technology of large-scale extrusion press has been rapidly improved, and the ability to produce large-scale aluminum alloy profiles has been gradually strengthened.
The trend of large aluminum alloy profiles replacing steel materials in structural parts is gradually obvious, which promotes the rapid popularization of the construction aluminum formwork industry.
The construction aluminum formwork produced by 6061 alloy gradually replaces the steel formwork and wooden formwork, which solves some of the defects of the traditional formwork in the past, greatly improving the construction efficiency and the overall accuracy of the building.
The research and development and construction application of aluminum formwork is a major development in the construction industry.
The replacement of steel and wood with aluminum is the future and development direction of green building structural materials.

The aluminum formwork used in building structures is different from building decoration materials.
It is the core component of the entire building construction. In order to improve the accuracy of the building and improve the service life of the building formwork itself, the requirement for geometric dimensional accuracy and mechanical properties of the produced aluminum formwork profiles are very high.
Its shape is characterized by many specifications, large outer contour and cross-sectional area, large width-thickness ratio, large tongue-shaped ratio, many special-shaped hollow profiles and semi-hollow profiles, and the extrusion difficulty coefficient is large and extrusion is difficult.
These factors make it difficult to control the geometric dimensions (waves, twisting, bending, plane clearance, dimension, angle tolerance, etc.)
This article focuses on the main factors affecting the dimensions in extrusion production and the solution.
Drawing requirements and alloy properties of several typical large aluminum formwork profiles
Several commonly used large-scale building formwork profiles drawings and technical requirements
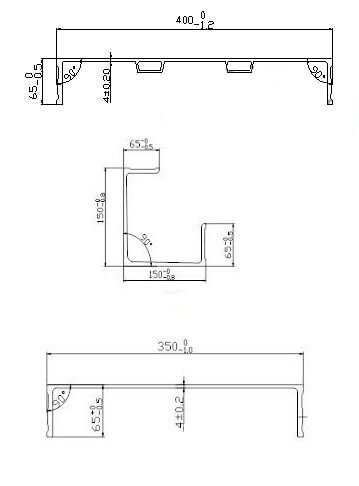
Aluminum formwork profiles drawings
Technical requirement:
1. The angle deviation shall not exceed 0 to -0.5°
2.Twisting degree: ≤0.75mm/m, L≤7m, ≤4mm/L
3.Bend: ≤0.75mm/m, L≤7m, ≤4mm/L
4. The width of each 100mm of the plane gap shall not be greater than 0.2mm, and the total width* 0.2
5. Webster hardness: ≥15HW
6. The wall thickness deviation shall not be greater than ±0.2mm
7. Tolerances and dimensions are implemented according to GB/T14846-2008 ultra-high precision
6061 alloy
6061 alloy has medium strength. The content of Mg and Si in the alloy composition increases, and the addition of a small amount of Cu and Cr increases the strength of the alloy.
The alloy also has good plasticity and excellent corrosion resistance and is the preferred material for aluminum formwork profile production.
The 6061 alloy containing more Mg2Si has high quenching sensitivity and has a greater impact on the mechanical properties.
The 6061 alloy containing 1.4% Mg2Si is cooled from 545°C to 204°C, and the minimum cooling rate should not be less than 650°C/min. Higher strength after artificial aging is obtained.
The factors affecting dimensions of aluminum formwork profiles and solution
According to the profile section and the unit weight, we chose to produce them on 4500T extrusion equipment.
The extrusion container of this equipment is 368mm in diameter, which can realize rapid mold change, saving 10-20 minutes for each set of molds, and is equipped with intelligent numerical control water and air online quenching equipment that can realize online quenching.
Due to the wide application of aluminum alloy water mist and air-integrated online quenching equipment, the surface quality and yield of products are improved, and the labor intensity is greatly reduced.
The billets we use are homogenized billets, and the aluminum billets heating furnace is a power-frequency heating furnace.

1. The factor of aluminum billets and solution
The quality indicators of aluminum billets are mainly graded one grain size, less hydrogen content, less slag and fine grain, uniform metallographic structure, no cracks, porosity, pores and element segregation.
In this way, the plasticity and deformability of the billets are good, the extrusion force is reduced, and the extrusion speed is increased. Otherwise, the extrusion speed will be slow and the die wear will be much more.
Because the aluminum billet is produced by the semi-continuous casting method in the casting production, the cooling rate is fast to produce non-equilibrium crystallization, which deviates from the equilibrium crystalline state. During the crystallization process, coarse Mg2Si is formed, and Fe and Si form a β (AlFeSi) phase.
This uneven phenomenon causes the local resistance of the aluminum billet to be relatively large, and because of the internal stress generated by casting and other factors, it has brought many adverse effects to the extrusion.
The uneven force on the die during extrusion causes elastic deformation, resulting in geometric deformation larger. Therefore, the round billet for the extrusion of a large section is the billet after homogenization at 560°C.
In order to eliminate the intragranular segregation, fully dissolve the strengthening phase Mg2Si, eliminate the internal stress generated by casting, reduce the extrusion resistance, improve the plasticity of the metal, reduce the deformation of the mold during extrusion, and reduce the geometric dimension change during extrusion.

2. The factor of extrusion molds and solution
When designing large-scale aluminum formwork molds, the distribution positions of portholes and die orifice are fully considered, so that each part can absorb the same amount of metal, and the portholes are made as large as possible without affecting the strength of the mold and the surface quality of aluminum profiles.
When designing the divergent bridge position, the angle should be reasonable. If the angle is too large, the friction will increase and the metal flow will be slowed down.
The smaller the angle, the easier the welding of the metal and the faster the extrusion production will be.
The length of the working belt should be reasonably calculated to uniform the metal flow. In order to reduce the local pressure of the mold and reduce the deformation of geometric dimensions during discharge.
Before the production of the extrusion press, the working belt of the mold should be carefully polished to ensure flatness and verticality, and there should be no unevenness.
The deformation of the die under force during the extrusion of the profile has a great impact on the geometrical dimensional accuracy of aluminum profile.
When the die material is heated to about 480°C, the hardness of the die decreases, and the die will elastically deform in the direction of the force.
In order to eliminate or reduce this kind of deformation, we take the mold-specific profiling support pad to increase the mold resistance
It can reduce the deformation by using the special profiling support cushion under the same process conditions, and the deformation of the wall thickness of more than 0.1mm can be reduced.
The geometric dimensions of other parts have also been greatly improved, which can ensure smooth extrusion production.
Some products that do not meet the standard can meet the standard requirements after being shape corrected through the finishing process by aluminum profile shape corrector machine.

3. The factor of extrusion process parameter and solution
The 6061 alloy has high deformation resistance, so the heating temperature of the billets should be on the upper limit (460°C – 490°C).
When heating the aluminum billets, pay attention to the temperature monitoring of the power frequency furnace. It is necessary to avoid the production of aluminum billets with uneven heating.
The mold temperature is 440°C – 460°C. The mold is heated by the electrical resistance furnace.
It cannot be produced on an extrusion press immediately after it reaches the temperature. Because the mold is large in size, it is easy to cause the surface to be warm and the internal temperature to be low.
When the machine is used for production, the bridge of the mold will be broken and the mold will be scrapped immediately.
Even if the material can be reluctantly discharged, it is easy to cause large deformation and unstable discharge.
Therefore, the mold must be kept warm for more than 2 hours after it reaches temperature, then make the product on the extrusion press
But the heating and holding time of the mold in the furnace should not exceed 10 hours, otherwise, the mold annealing phenomenon will easily occur, resulting in spot corrosion of the mold porthole and the working belt, which will affect the life of the mold and the geometric size and surface quality of aluminum profile.
The extrusion container temperature is 410°C – 430°C. The extrusion container is kept at a certain temperature so that the metal flow tends to be uniform.
Because the temperature of the extrusion container increases, the temperature difference between the inner and outer layers of the billet is reduced, and the deformation resistance of the inner and outer layers of the metal tends to be the same during the extrusion so that the metal flow during the extrusion process is uniform and the geometric size deformation is reduced.
The selection of the extrusion speed is very important to the qualification of the geometric size.
The machine operator should choose a reasonable selection according to the discharge conditions of the profiles, and try to choose a large extrusion speed while ensuring the geometric size and other process parameters and equipment energy.
In order to improve productivity, we generally control it within the range of 5m/min-12m/min; the extrusion speed is high, the contact time between the aluminum billet and the inner wall of the mold is short, and the energy transfer is too late, which may form adiabatic extrusion process in the deformation zone.
The speed of the metal is getting higher and higher, resulting in surface cracks, scratches, large angle changes, surface waves and uneven defects.
When the temperature of the billet is slightly higher, the size of aluminum profile changes greatly, and the surface is not good gradually reducing the extrusion speed.
If the speed is reduced too much, it will affect the online quenching temperature of aluminum profile. As long as the geometric size and quenching temperature meet the process requirements and can be smoothly extruded, the production can continue, otherwise, the die will be replaced.
In order to ensure the mechanical properties of aluminum profile, the extrusion outlet temperature of the profile should be controlled within the range of 510°C – 540°C; 6061 alloy has high quenching sensitivity, and requires high quenching cooling strength and fast cooling speed.
Quenching to quickly drop the temperature below 150°C, and turn on the intelligent numerical control water mist air online quenching equipment during the extrusion to ensure the profile quenching process requirements.
The cooling should be adjusted automatically or manually, otherwise, the geometric dimensions of aluminum profiles, such as bending, excessive plane clearance, and angle deformation, will not meet the standard.

4. The factor of stretch straightening and solution
During stretching and straightening, the temperature of the profile should not be too high.
When the temperature of the profile drops below 50°C, it can be stretched and straightened.
If the temperature is too high, the profile will be stretched and straightened. When the profile is cooled, there will be a large degree of bending deformation.
When stretching and straightening, use corresponding special fixtures and special cushions between the jaws of the stretching machine and aluminum profile to support aluminum profile and reduce the deformation of both ends.
Especially for some hollow profiles, if they are directly clamped and stretched by jaws without special cushion, the deformation of the head and tail of aluminum profiles will be too large, and when the finished product is sawed, the deformed part must be cut off, which results in a drop in yield and too much waste.
For aluminum profiles with long cantilever walls and closed cross-sections, when straightening, a special cushion should be inserted into the closed cavity and a support frame should be placed on the cantilever wall part to reduce the amount of deformation in the length direction.
Fixtures and special cushions are designed and managed by a special operator, who guides workers to use them.
At the same time, in order to prevent workers from being unwilling to use special fixtures and the special cushion because of trouble, a reward and punishment mechanism linking the yield with wages has been established to enhance the quality awareness of workers.
Stretch straightening is the key link to ensure that the geometric dimensions of the profile are qualified. When stretching, pay attention to the reasonable control of the tensile force.
The tensile force should not be too large, as long as the bending and twisting degree of the product can meet the requirements.
Too large tensile force will cause unqualified geometric dimensions such as plane clearance and angle, but too small tensile force will affect the mechanical properties of the product after aging, especially the yield strength.
The practice has proved that the stretching rate should be controlled between 1% and 2%.
Conclusion
In the production process of large aluminum formwork, it is necessary to control the quality of aluminum billets, process temperature, extrusion speed, cooling speed, and control of stretching and straightening to ensure the geometric size and mechanical properties of the product.
After the above control, the geometric dimensions of the aluminum formwork profiles produced have reached the requirements of the drawings, and some products with slight deformation exceeding the standard can meet the standard requirements after being shape corrector by the finishing process.
Extrusion of a large section must be combined with equipment conditions and section characteristics of aluminum profiles to formulate feasible extrusion production plans, and through continuous summarization and improvement through practice, the technology for producing super-large materials can be mastered.
You May Also Like
 All information you need to know about system doors and windows
All information you need to know about system doors and windows- What is the difference between anodizing aluminum and powder coated aluminum?
- What is the benefits of thermal break aluminum window and door?
- Why is aluminum frame of solar modules only black and silver
- Aluminum alloy comparison
- How Long Does It Take to Get Custom Aluminum Extrusions Made