What Issues Should Be Considered When Making Custom Aluminum Extrusion?
What issues should be considered when making custom aluminum extrusion?
Custom aluminum extrusion is widely used in construction, transportation, electronics, automation equipment, renewable energy systems, furniture, and industrial manufacturing.
The process allows manufacturers to create aluminum profiles with highly specific cross-sectional shapes and mechanical properties to meet functional and structural requirements.
Unlike standard aluminum sections, custom aluminum extrusion profiles are developed according to the customer’s drawings, dimensions, tolerances, and application requirements.
The manufacturing process involves several stages, including product design, mold development, extrusion production, cooling, straightening, surface treatment, inspection, and final delivery.
Because each project is unique, careful planning is necessary to avoid unnecessary costs, production delays, dimensional issues, or surface defects.
To ensure that the final product meets expectations, several key technical and manufacturing factors must be considered throughout the entire process.
1.Key Points for Supplier Selection
Selecting the right aluminum extrusion supplier is often the deciding factor in project success.
1.1 Qualifications and Equipment
A reliable supplier should possess:
*ISO quality certifications
*Modern extrusion production lines
*Precision inspection equipment
*Advanced mold manufacturing capability
*Surface treatment facilities
*CNC machining support
Advanced extrusion presses and automated production systems improve consistency and reduce quality variation.
Inspection equipment such as coordinate measuring machines (CMM), hardness testers, and spectrometers also helps ensure stable quality control.
1.2 Industry Experience
Industry experience is particularly valuable in custom extrusion manufacturing.
Experienced suppliers can:
*Optimize profile design
*Identify manufacturability risks early
*Reduce mold correction time
*Improve production efficiency
*Provide practical engineering recommendations
Different industries have different technical requirements.
For example:
Automotive applications may require high-strength alloys and strict tolerances
Electronics applications may emphasize heat dissipation performance
Architectural systems may prioritize surface finish quality
Suppliers with extensive project experience are usually better prepared to handle complex technical challenges.

1.3 Delivery Capability
Stable delivery performance is essential for production planning.
Customers should evaluate:
*Production capacity
*Mold development speed
*Inventory management
*Packaging standards
*Logistics capability
*Emergency response capability
Late delivery may affect downstream assembly schedules and increase operational costs.
A supplier with mature project management systems can provide more accurate lead-time control.
2.Design and Drawing Stage
The design and drawing stage is the foundation of a successful custom aluminum extrusion project.
Poor profile design may increase mold costs, reduce production efficiency, or even make extrusion impossible.
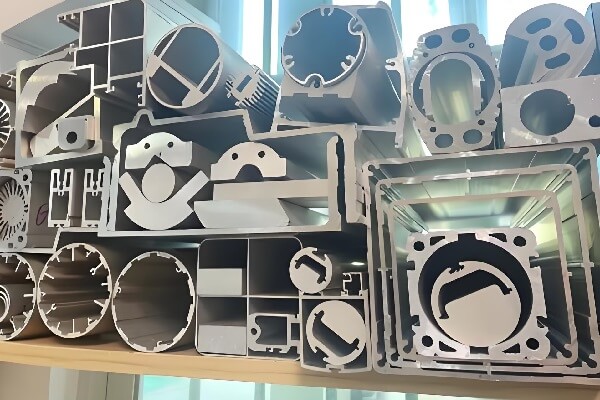
2.1 Cross-Sectional Complexity and Manufacturability
The complexity of the extrusion cross-section directly affects mold design difficulty, extrusion stability, dimensional accuracy, and production cost.
Profiles with deep cavities, extremely thin fins, asymmetrical structures, sharp corners, or hollow multi-cavity designs are more difficult to manufacture.
Excessively complicated structures may cause:
*Uneven metal flow during extrusion
*Twisting or deformation
*Surface tearing
*Difficulty maintaining dimensional tolerances
*Reduced mold life
*Slower extrusion speed
When designing a custom aluminum profile, engineers should simplify the cross-sectional geometry whenever possible while maintaining the required functionality.
Several design recommendations include:
*Avoiding unnecessary sharp corners
*Maintaining balanced wall distribution
*Reducing excessive hollow chambers
*Using reasonable fillet radii
*Designing symmetrical structures when possible
Balanced metal flow is particularly important in aluminum extrusion.
If one area of the profile is significantly thicker than another, the aluminum may flow unevenly through the die, causing distortion or dimensional instability.
Manufacturability analysis should always be conducted before mold fabrication begins.
2.2 Minimum Wall Thickness Requirement
Wall thickness is one of the most critical technical parameters in custom aluminum extrusion.
If the wall is too thin, the profile may become difficult to extrude, leading to:
*Poor dimensional stability
*Surface defects
*Incomplete filling
*Reduced structural strength
*Higher scrap rates
The minimum achievable wall thickness depends on several factors:
*Aluminum alloy grade
*Cross-sectional shape
*Circumscribed circle diameter (CCD)
*Extrusion ratio
*Press tonnage
*Die design capability
In practical manufacturing, excessively thin walls increase extrusion difficulty and may require slower production speeds.
For most industrial aluminum profiles, maintaining a uniform wall thickness is recommended.
Sudden changes in thickness can create uneven cooling and internal stress concentration.
Designers should also consider the final application environment.
Structural components subjected to high loads or vibration may require thicker walls for sufficient mechanical performance.
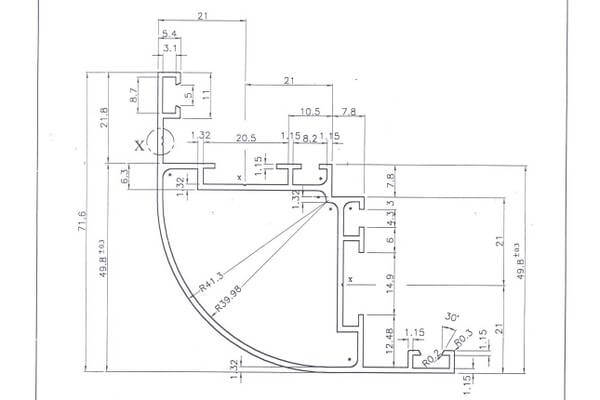
2.3 Dimensional Accuracy Marking
Engineering drawings must clearly define dimensional tolerances and critical functional areas.
Many custom aluminum extrusion projects fail because of incomplete or unclear drawings rather than production defects.
Important drawing information should include:
*Overall dimensions
*Tolerance requirements
*Hole positions
*Assembly interfaces
*Surface finish requirements
*Straightness requirements
*Flatness specifications
*Mechanical property requirements
*Surface treatment standards
Not all dimensions require high precision.
Overly strict tolerances may significantly increase manufacturing costs and reduce production efficiency.
Therefore, designers should identify:
*Critical dimensions requiring tight tolerance control
*Non-critical dimensions with standard industrial tolerances
International standards such as EN 755, ASTM B221, or ISO tolerance standards are often used as references.
Clear communication between the customer and supplier during the drawing stage can prevent expensive modifications later.
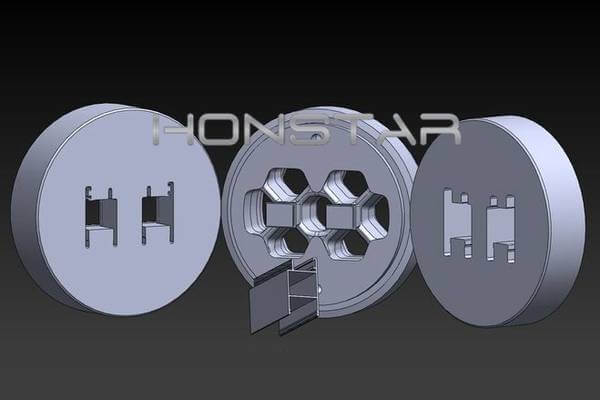
3. Matters Related to Molds
The extrusion die or mold is the core tool used to shape aluminum profiles.
Mold quality directly determines product quality, dimensional stability, and production efficiency.
3.1 Mold Costs and Minimum Order Quantity
Custom aluminum extrusion requires dedicated mold development.
Unlike standard profiles, each custom shape typically needs a unique die set.
Mold costs vary depending on:
*Profile complexity
*Profile size
*Hollow or solid structure
*Required precision
*Number of cavities
*Die steel material
Complex hollow profiles usually require porthole dies or bridge dies, which are more expensive than solid dies.
Since mold manufacturing requires investment, many suppliers establish a minimum order quantity (MOQ) to distribute tooling costs across production volume.
Low-volume orders may result in:
*Higher unit prices
*Longer lead times
*Reduced production priority
Customers should evaluate long-term production demand before starting a custom extrusion project.
3.2 Mold Materials and Processes
High-quality molds are essential for stable production.
Extrusion dies are commonly made from high-strength hot-work tool steel such as H13 steel due to its excellent thermal fatigue resistance and wear resistance.
Important mold manufacturing processes include:
*CNC machining
*Heat treatment
*Electrical discharge machining (EDM)
*Nitride surface treatment
*Precision polishing
Die quality affects:
*Profile surface quality
*Dimensional consistency
*Extrusion speed
*Mold service life
*Production stability
Advanced suppliers often use simulation software to analyze metal flow before die manufacturing.
This helps reduce trial modifications and shortens development time.
3.3 Trial Molding and Adjustment Cycle
After mold fabrication, trial extrusion is usually necessary.
The first extrusion test helps identify potential issues such as:
*Uneven metal flow
*Dimensional deviation
*Surface defects
*Twisting
*Incomplete filling
Most custom aluminum extrusion projects require one or more mold corrections before mass production begins.
This adjustment process may include:
*Modifying bearing lengths
*Adjusting die openings
*Balancing metal flow
*Optimizing extrusion parameters
Customers should reserve sufficient development time for mold testing and correction.
Complex profiles often require longer adjustment cycles than simple industrial sections.
4. Production and Process Control
Even with excellent design and mold quality, poor process control can still lead to defective products.
Production management is critical for maintaining stable quality.
4.1 Extrusion Temperature and Speed
Extrusion temperature directly affects aluminum flow behavior and mechanical properties.
The extrusion process typically involves:
*Billet heating
*Container heating
*Die heating
*Extrusion pressure control
If the temperature is too high, problems may include:
*Surface cracking
*Grain coarsening
*Reduced mechanical strength
*Surface oxidation
If the temperature is too low, extrusion resistance increases, potentially causing:
*Die damage
*Incomplete profile filling
*Surface roughness
Extrusion speed must also be carefully controlled.
Excessive extrusion speed may result in:
*Surface tearing
*Dimensional instability
*Uneven cooling
Different aluminum alloys require different processing parameters.
For example:
*6063 alloy is commonly used for architectural profiles because of its excellent extrudability and surface finish
*6061 alloy offers higher strength but is more difficult to extrude
*6005 alloy is commonly used in structural applications
Experienced suppliers optimize temperature and speed according to profile geometry and alloy characteristics.
4.2 Cooling Uniformity
Cooling control is essential after extrusion.
Uneven cooling can generate residual stress and deformation.
Common cooling methods include:
*Air cooling
*Water spray cooling
*Water quenching
Cooling speed affects:
*Mechanical properties
*Straightness
*Surface quality
*Internal stress distribution
Thin-wall profiles cool faster than thick sections, which may create thermal imbalance.
Automated cooling systems help maintain consistent production quality and reduce deformation risks.

4.3 Stretch Straightening Control
After cooling, aluminum profiles often require stretch straightening.
This process removes residual stress and improves straightness.
However, excessive stretching may cause:
*Permanent deformation
*Dimensional changes
*Surface marks
*Reduced mechanical performance
Insufficient stretching may leave internal stress inside the profile, increasing the risk of bending during later machining or assembly.
Proper stretch ratio control is therefore extremely important.
Experienced operators use suitable straightening parameters based on:
*Alloy type
*Profile geometry
*Temper condition
*Application requirements
5. Other Precautions
In addition to design and production factors, several additional considerations are important in custom aluminum extrusion projects.
5.1 Delivery Time Reservation
Custom aluminum extrusion projects usually require longer lead times than standard products.
Typical production stages include:
*Design confirmation
*Mold manufacturing
*Trial extrusion
*Mold correction
*Mass production
*Surface treatment
*Inspection
*Packaging and shipment
Complex projects may require several weeks or even months.
Customers should reserve sufficient delivery time to avoid schedule pressure.
5.2 Surface Treatment Requirements
Surface treatment significantly affects product appearance, corrosion resistance, and durability.
Common aluminum surface treatments include:
*Anodizing
*Powder coating
*Electrophoresis
*Sandblasting
*Brushing
*Wood grain transfer
Different surface treatments have different requirements for:
*Alloy selection
*Surface preparation
*Dimensional tolerance
*Color consistency
For example, anodized products may show color differences if alloy composition or process control is inconsistent.
Customers should clearly define:
*Color requirements
*Film thickness
*Corrosion resistance standards
*Appearance standards
Sample confirmation before mass production is highly recommended.

5.3 Sample Approval
Before large-scale production begins, sample approval is a necessary quality control step.
Approved samples help confirm:
*Dimensions
*Surface quality
*Assembly compatibility
*Mechanical performance
*Color consistency
*Functional performance
Sample approval reduces the risk of large-scale quality disputes and production waste.
Both parties should maintain clear records of approved samples and technical specifications.
Conclusion
Custom aluminum extrusion is a highly specialized manufacturing process that requires close coordination between design, mold development, extrusion production, quality control, and logistics management.
Successful projects depend on proper profile design, reasonable wall thickness, accurate drawings, high-quality molds, stable process control, and experienced suppliers.
Companies should not focus only on price when selecting a supplier.
Technical capability, engineering experience, mold quality, delivery reliability, and communication efficiency are equally important.
To improve design accuracy and communication efficiency, it is recommended to work with suppliers that possess more than 15 years of industry experience and intelligent design systems, such as Foshan Honstar Aluminum Products Co., Ltd.
For more information about custom aluminum extrusion solutions, please visit:
www.alu4alu.com
Email: sales@alu4all.com
You May Also Like
 Enhance Your Custom Aluminum Extrusions with These Finishes
Enhance Your Custom Aluminum Extrusions with These Finishes- Why Honstar Is Your Premier Choice for Custom Aluminum Extrusion
- Why Honstar Aluminum is the MVP of Custom Aluminum Profiles
- How Long Does It Take to Get Custom Aluminum Extrusions Made
- What is the benefit of custom aluminum extrusions
- What should we pay attention to when customizing aluminum profiles?